ПРИЛОЖЕНИЕ 2.3
Припуски и допуски на механическую обработку стальных штампованных поковок по ГОСТ 7505-89
1. ОСНОВНЫЕ ТРЕБОВАНИЯ
1.1.
Припуски, установленные по ГОСТ 7505-89, распространяются на обрабатываемые поверхности поковки. 1.2. Допуски, припуски и кузнечные напуски устанавливаются
в зависимости от конструктивных характеристик поковки, приведенных в табл.6, и определяются исходя из шероховатости обработанной поверхности детали, изготовляемой из поковки, а так
же в зависимости от величины размеров и массы поковки.
Таблица 6
Характеристика поковки
|
Конструктивная характеристика поковки |
Обозначение и определение конструктивных характеристик |
Примечание |
|
1. Класс точности |
Т1 – 1-й класс Т2 – 2-й класс Т3 – 3-й ” Т4 – 4-й ” Т5 – 5-й ” |
Определяется по табл.9 |
|
2. Группа стали |
М1 – сталь с массовой долей углерода до 0,35% включительно и суммарной массовой долей легирующих элементов до 2,0% включительно; М2 – сталь с массовой долей углерода свыше 0,35 до 0,65% включительно или суммарной массовой долей легирующих элементов свыше 2,0 до 5,0% включительно; М3 – сталь с массовой долей углерода свыше 0,65% или суммарной массовой долей легирующих элементов свыше 5,0% |
При назначении группы стали определяющим является среднее массовое содержание углерода и легирующих элементов ( Si, Mn, Cr, Ni, Mo, W, V) |
|
3. Степень сложности |
С1 – 1-я степень С2 – 2-я ” С3 – 3 –я ” С4 – 4-я ” |
Устанавливается по п. 1.5. |
|
4. Конфигурация поверхности разъема штампа |
П – плоская; Ис – симметрично-изогнутая; Ин – несимметрично-изогнутая |
- |
1.3. Расчетная масса поковки определяется как масса подвергаемых деформаций поковки (поковок) или ее частей. В массу поковки не входят масса облоя и перемычки пробитого отверстия.
При высадке поковок на горизонтально-ковочных машинах или местной штамповке на молотах и прессах масса поковки включает массу части стержня, зажатого штампами.
1.4. Расчетная масса поковки определяется исходя из ее номинальных размеров.
Ориентировочную величину расчетной массы поковки (Мп.р) допускается вычислять по формуле:
Мп.р = МД
* Кр ,где Мп.р – расчетная масса поковки, кг;
МД – масса детали, кг;
Кр – расчетный коэффициент, устанавливаемый в соответствии с табл.8.
1.5. Степень сложности поковки определяется из отношения массы (объема Gп) поковки к массе (объему Gф) геометрической фигуры, в которую вписывается форма поковки. Это может быть цилиндр, шар, параллелепипед.
При вычислении отношения Gп
/Gф принимают ту из геометрических фигур, масса (объем) которой наименьший.При определении размеров описывающей поковку геометрической фигуры допускается всходить из увеличения в 1,05 раза габаритных линейных размеров детали, определяющих положение ее обработанных поверхностей.
Степеням сложности поковок соответствуют следующие численные значения отношения Gп/Gф:
С1 - св. 0,63
С2 - 0,32 до 0,63 включительно
СЗ - 0,16 до 0,32 включительно
С4 - до 0,16 включительно
1.6.
Класс точности поковки устанавливается в зависимости от1.7.
Класс точности, группа стали, степень сложности должны быть указаны на чертеже поковки.1.8.Правила выполнения чертежа поковки - по ГОСТ 3.1126.
1.9.
Допускаемые отклонения формы и расположения поверхностей должны быть проставлены на чертеже поковки в соответствии с требованиями ГОСТ 2.308. Допускаемые отклонения радиуса закругления и штамповочного уклона могут быть указаны в чертеже поковки по требованию заказчика. 1.10. Технические требования к поковке устанавливаются по
ГОСТ 8479.
2. Определение исходного индекса
2.1.
Исходный индекс для последующего назначения основных припусков, допусков и допускаемых отклонений определяется в зависимости от массы, марки стали, степени сложности и класса точности поковки.
Схема определения исходного индекса
2.2.
Для определения исходного индекса по табл. 7 в графе “Масса поковки” находят соответствующую данной массе строку и, смещаясь по горизонтали вправо или по утолщенным наклонным линиям вправо вниз до пересечения с вертикальными линиями, соответствующими заданным значениям группы стали М, степени сложности С, класса точности Т, устанавливают исходный индекс (от 1 до 23).Так, например, согласно схеме
1.
Поковка массой 0,5 кг, группа стали Ml, степень сложности С1, класс точности Т2.Исходный индекс - 3.
2.
Поковка массой 1,5 кг, группа стали МЗ, степень сложностиИсходный индекс - 6.
2.3.
Исходным индекс должен быть указан на чертеже поковки.
3. Припуски на механическую обработку
3.1. Припуск на механическую обработку включает основной,
а также дополнительные припуски, учитывающие отклонения формы поковки. Величины припусков следует назначать на одну сторону номинального размера поковки.
3.2. Основные припуски на механическую обработку поковок в
зависимости от исходного индекса, определяемого согласно п. 2.2,
линейных размеров и шероховатости поверхности детали по ГОСТ
2789 устанавливаются по табл. 10.
3.3.
Дополнительные припуски, учитывающие смещение поковки, изогнутость, отклонения от плоскостности и прямолинейности,
4. Допуски
Допуски и допускаемые отклонения линейных размеров поковок назначают в зависимости от исходного индекса и размеров поковок по табл. 11
.
Таблица 7
Определение исходного индекса
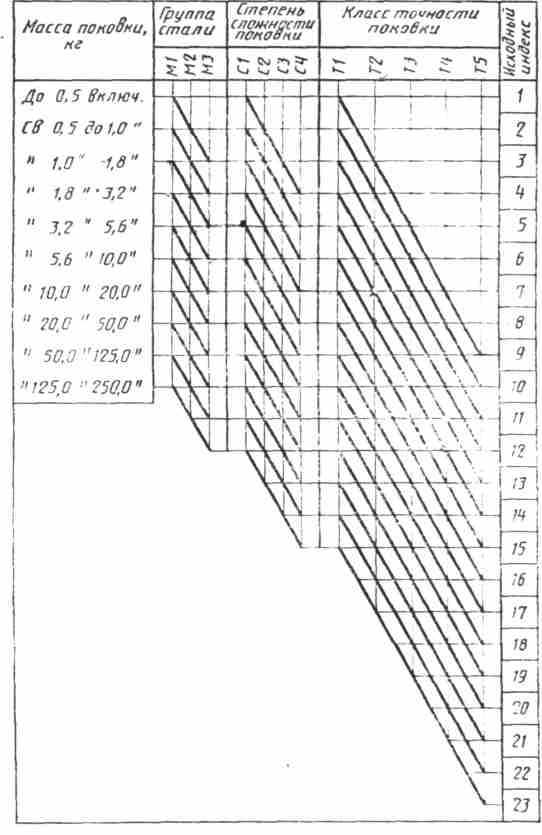
Таблица 8
Коэффициент (Кр) для определения ориентировочной расчетной
массы поковки
|
Группа |
Характеристика металла |
Типовые представители |
Кр |
|
1 |
Удлиненной формы |
||
|
1.1 |
С прямой осью |
Валы, оси, цапфы, шатуны |
1,3 - 1,6 |
|
1.2 |
С изогнутой осью |
Рычаги, сошки рулевого управления |
1,1-1,4 |
|
2 |
Круглые и многогранные в плане |
||
|
2.1 |
Круглые |
Шестерни, ступицы, фланцы |
1,5 – 1,8 |
|
2.2 |
Квадратные, прямоуголь-ные, многогранные |
Фланцы, ступицы, гайки |
1,3 - 1,7 |
|
2.3 |
С отростками |
Крестовины, вилки |
1,4 – 1,6 |
|
3 |
Комбинированной (сочетающей элементы групп 1 и 2-й) конфигурации |
Кулаки поворотные, коленчатые валы |
1,3 - 1,8 |
|
4 |
С большим объемом необрабатываемых поверхностей |
Балки передних осей, рычаги переключения коробок передач, буксирные крюки |
1,1 – 1,3 |
|
5 |
С отверстиями, углубле-ниями, поднутрениями, не оформляемыми в поковке при штамповке |
Полые валы, фланцы, блоки шестерен |
1,8 – 2,2 |
Таблица 9
Выбор класса точности поковок
|
Основное деформирующее оборудование, технологические процессы |
Класс точности |
||||
|
Т1 |
Т2 |
Т3 |
Т4 |
Т5 |
|
|
Кривошипные горячештамповочные процессы: |
|||||
|
открытая (облойная) штамповка |
+ |
+ |
|||
|
закрытая штамповка |
+ |
+ |
|||
|
выдавливание |
+ |
+ |
|||
|
Горизонтально-ковочные машины |
+ |
+ |
|||
|
Прессы винтовые, гидравлические |
+ |
+ |
|||
|
Горячештамповочные автоматы |
+ |
+ |
|||
|
Штамповочные молоты |
+ |
+ |
|||
|
Калибровка объемная (горячая и холодная) |
+ |
+ |
|||
Таблица 10
Основные припуски на механическую обработку (на сторону)
|
Исходный индекс |
Толщина детали |
||||||||||||||||||||
|
до 25 |
25-40 |
40-63 |
63-100 |
100-160 |
160-250 |
св. 250 |
|||||||||||||||
|
Длина, ширина, диаметр, глубина и высота детали |
|||||||||||||||||||||
|
до 40 |
40-100 |
100-160 |
160-250 |
250-400 |
400-630 |
630-1000 |
|||||||||||||||
|
100 12,5 |
10 1,6 |
1,25 |
100 12,5 |
10 1,6 |
1,25 |
100 12,5 |
10 1,6 |
1,25 |
100 12,5 |
10 1,6 |
1,25 |
100 12,5 |
10 1,6 |
1,25 |
100 12,5 |
10 1,6 |
1,25 |
100 12,5 |
10 1,6 |
1,25 |
|
|
1 |
0,4 |
0,6 |
0,7 |
0,4 |
0,6 |
0,7 |
0,5 |
0,6 |
0,7 |
0,6 |
0,8 |
0,9 |
0,6 |
0,8 |
0,9 |
- |
- |
- |
- |
- |
- |
|
2 |
0,4 |
0,6 |
0,7 |
0,5 |
0,6 |
0,7 |
0,6 |
0,8 |
0,9 |
0,6 |
0,8 |
0,9 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
- |
- |
- |
|
3 |
0,5 |
0,6 |
0,7 |
0,6 |
0,8 |
0,9 |
0,6 |
0,8 |
0,9 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
|
4 |
0,6 |
0,8 |
0,9 |
0,6 |
0,8 |
0,9 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
|
5 |
0,6 |
0,8 |
0,9 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
|
6 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
|
7 |
0,8 |
1,0 |
1,1 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
|
8 |
0,9 |
1,1 |
1,2 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
|
9 |
1,0 |
1,3 |
1,4 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
|
10 |
1,1 |
1,4 |
1,5 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
|
11 |
1,2 |
1,5 |
1,6 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,0 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
|
12 |
1,3 |
1,6 |
1,8 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
|
13 |
1,4 |
1,7 |
1,9 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
|
14 |
1,5 |
1,8 |
2,0 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
|
15 |
1,7 |
2,0 |
2,2 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
2,8 |
3,5 |
3,8 |
|
16 |
1,9 |
2,3 |
2,5 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
2,8 |
3,5 |
3,8 |
3,0 |
3,8 |
4,1 |
|
17 |
2,0 |
2,5 |
2,7 |
2,2 |
2,7 |
3,0 |
2,4 |
3,0 |
3,3 |
2,6 |
3,2 |
3,5 |
2,8 |
3,5 |
3,8 |
3,0 |
3,8 |
4,1 |
3,4 |
4,3 |
4,7 |
Таблица 11
Допуски и допускаемые отклонения линейных размеров поковок, мм
|
Исходный индекс
|
Наибольшая толщина поковки |
||||||||||||||||||
|
ДО 40 |
40-53 |
63 - 100 |
100-160 |
160 - 250 |
СВЫШЕ 250 |
||||||||||||||
|
Длина, ширина, диаметр, глубина и высота поковки |
|||||||||||||||||||
|
ДО 40 |
40-100 |
100-160 |
160 - 250 |
250-400 |
400-630 |
630 - 1060 |
1000 - 1600 |
1600 - 2500 |
|||||||||||
1
|
0,3 |
|
0,4 |
|
0,5 |
|
0,6 |
-0.2 |
0,7 |
|
- |
- |
- |
- |
- |
- |
- |
- |
|
|
2 |
0,4 |
|
0,5 |
|
0,5 |
|
0,7 |
|
0,8 |
|
0,9 |
|
- |
- |
- |
- |
- |
- |
|
|
3 |
0,5 |
|
0,6 |
|
0,7 |
|
0,8 |
|
0,9 |
|
1,0 |
|
1,2 |
|
- |
- |
- |
- |
|
|
4 |
0,6 |
|
0,7 |
+0,.5 |
0,8 |
|
0,9 |
|
1,0 |
|
1,2 |
|
1,4 |
|
- |
- |
- |
- |
|
|
5 |
0,7 |
|
0,8 |
|
0,9 |
|
1,0 |
|
1,2 |
|
1,4 |
|
1,6 |
|
2,0 |
|
- |
- |
|
|
6 |
0,8 |
|
0,9 |
|
1,0 |
|
1,2 |
|
1,4 |
|
1,6 2,0 |
|
2,0 |
|
2,2 |
|
2,5 |
|
|
|
7 |
0,9 |
|
1,0 |
|
1,2 |
|
1,4 |
|
1,6 |
|
2,0 |
|
2,2 |
|
2,5 |
|
2,8 |
|
|
|
8 |
1,0 |
|
1,2 |
|
1,4 |
+ 0.9 |
1,6 |
|
2,0 |
|
2,2 |
|
2,5 |
|
2,8 |
|
3,2 |
|
|