Глава 2. СТАНДАРТИЗАЦИЯ
2. Методы стандартизации
Метод стандартизации - это прием или совокупность приемов, с помощью которых достигаются цели стандартизации.
Стандартизация базируется на общенаучных и специфических методах.
2.1. Параметрическая стандартизация
Стандартизация определяет основу не только настоящего, но и будущего развития хозяйственно-экономической деятельность общества должна осуществляться в полном соответствии с научно-техническим прогрессом.
Теоретической базой современной стандартизации является система предпочтительных чисел. Предпочтительными числами называются числа, которые рекомендуется выбирать как преимущественные перед другими при назначении величин параметров для вновь создаваемых изделий.
Параметр - это количественная характеристика свойств продукции. Различают размерные параметры; весовые параметры; параметры, характеризующие производительность машин и приборов; энергетические параметры.
Продукция определенного назначения характеризуется рядом параметров. Набор установленных значений параметров называется параметрическим рядом.
Процесс стандартизации параметрического ряда - параметрическая стандартизация - заключается в выборе и обосновании целесообразной номенклатуры и численных значений параметров. Решается эта задача с помощью математических методов.
Предпочтительные числа получают на основе геометрической прогрессии:
![]()
![]() -
первый член прогрессии;
-
первый член прогрессии;
![]()
n - принимает целые значения в интервале от 0 до R, где R = 5,10,20,40,80, 160
Если придерживаться строго обоснованного ряда предпочтительных чисел, то параметры и размеры отдельного изделия или группы изделий наилучшим образом будут согласованы со всеми соответствующими видами продукции: электродвигателей - с технологическим оборудованием, грузоподъемными устройствами; предохранительных клапанов - с паровыми котлами, комплектующих изделий - с присоединительными и посадочными местами в машине. Несоблюдение этого условия вызывает излишние затраты материалов, электрической и других видов энергии, неполное использование оборудования, снижение производительности труда, рост себестоимости продукции. Например, несоответствие сортамента круглого проката, выпускавшегося ранее металлургическими заводами, и нормального ряда диаметров в машиностроении приводило к излишнему стружкообразованию, снижению коэффициента использования металла, дополнительной непроизводительной загрузке металлорежущих станков, в результате требовалось больше станков.
Предпочтительные числа и их ряды служат основой упорядочения выбора величин и градаций параметров производственных процессов, оборудования, приспособлений, режущего измерительного инструмента, штампов, материалов, полуфабрикатов, транспортных средств и т.п. Создают предпосылки для сокращения номенклатуры изделий, сокращения длительности цикла технологической подготовки производства, организации массового изготовления продукции.
Ряды предпочтительных чисел должны удовлетворять следующим требованиям:
представлять рациональную систему градаций, отвечающую потребностям производства и эксплуатации;
быть бесконечными в направлении уменьшения и увеличения чисел;
включать все последовательные десятикратные или дробные значения каждого числа ряда;
быть простыми, легко запоминаемыми.
Многие промышленно развитые страны приняли национальные стандарты на нормальные линейные размеры. ГОСТ 8032-84 «Предпочтительные числа и ряды предпочтительных чисел», составленный с учетом рекомендаций Международной организации по стандартизации (ИСО), устанавливает четыре основных ряда предпочтительных чисел (R 5, R 10, R 20, R 40) и два дополнительных ряда ( R 80, R 160). Цифра указывает количество чисел в десятичном интервале. При выборе нужно отдавать нормальным размерам из рядов с более крупной градацией. На базе ГОСТ 8032 утвержден ГОСТ 6636 «Нормальные линейные размеры (см.приложение 2).
Введение единого порядка при переходе от одних численных значений параметров к другим во всех отраслях промышленности уменьшает количество типоразмеров, приводит к более экономному раскрою исходных материалов, позволяет согласовать увязать между собой различные виды изделий, материалов и полуфабрикатов, транспортных средств, производственного оборудования (по мощности, габаритам т.п.).
Если,
например, на каком-то заводе предполагается выпускать семь типоразмеров двигателей (минимальная мощность
первого типоразмера 10 кВт), то по
нормальному ряду чисел со знаменателем прогрессии
![]() параметрический ряд будет включать в себя двигатели следующих
мощностей: 10, 16, 25, 40, 63, 100, 160 квт.
параметрический ряд будет включать в себя двигатели следующих
мощностей: 10, 16, 25, 40, 63, 100, 160 квт.
В машиностроении и приборостроении предпочтительные числа, принятые за основу при назначении классов точности, размеров, углов, радиусов, канавок, уступов, линейных размеров, сокращают номенклатуру режущего и измерительного инструмента, штампов, пресс-форм, приспособлений. Это способствует росту уровня взаимозаменяемости, повышению серийности, технического уровня и качества выпускаемой продукции, расширению объемов ее производства, улучшению организации инструментального хозяйства на предприятиях. В результате значительно снижается себестоимость изделий увеличивается экономическая эффективность производства.
2.2. Унификация и агрегатирование продукции
К числу основных методов стандартизации относятся унификация, агрегатирование.
Унификация - это деятельность по рациональному сокращению числа типов деталей, агрегатов одинакового функционального назначения. Она базируется на классификации и ранжировании, селекции и симплификации, типизации и оптимизации элементов готовой продукции.
Унификацию можно рассматривать как средство оптимизации параметров качества и ограничения количества типоразмеров выпускаемых изделий и их составных частей. При этом унификация воздействует на все стадии жизненного цикла продукции, обеспечивает взаимозаменяемость изделий, узлов и агрегатов, что, в свою очередь, позволяет предприятиям кооперироваться друг с другом.
К основным видам унификации относят конструкторскую и технологическую унификацию. При этом первая предполагает унификацию изделий в целом и их составных частей (деталей, узлов, комплектующих изделий и т.п.), а вторая - унификацию нормативно-технической документации (стандартов, технических условий, инструкций, методик, руководящих документов, конструкторско-технологической документации и др.).
Результатом работ по унификации могут быть альбомы типовых (унифицированных) конструкций, деталей, узлов, сборочных единиц и т.д.
В зависимости от области проведения унификации изделий унификация может быть межотраслевой, отраслевой и заводской.
Степень унификации характеризуется уровнем насыщенности изделия унифицированными деталями, узлами и сборочными единицами.
Показателем уровня унификации является коэффициент применимости:
п - общее число деталей в изделии, шт.;
п о - число оригинальных деталей, шт.
Агрегатирование - это метод создания машин, приборов и оборудования из отдельных стандартных унифицированных узлов, многократно используемых при создании различных изделий на основе геометрической и функциональной взаимозаменяемости. Другим словами метод конструирования и эксплуатации изделий, основанный на функциональной и геометрической взаимозаменяемости их основных узлов и агрегатов.
Важнейшим преимуществом изделий созданных на основе агрегатрования, является конструктивная обратимость. Агрегатирование позволяет также многократно применять стандартные детали, узлы и агрегаты в новых модификациях изделий при изменении их конструкции.
Использование агрегатирования как метода стандартизации обеспечивает решение целого ряда актуальных задач в различных отраслях промышленности.
В настоящее время на повестке дня переход к производству техники на базе крупных агрегатов - модулей. Модульный принцип широко распространен в радиоэлектронике и приборостроении. Это основной метод создания гибких производственных систем.
2.3. Упорядочение объектов стандартизации
Результатом работ по упорядочению является, например, ограничительные перечни комплектующих изделий, альбомы типовых конструкций, типовые формы технических, управленческих и прочих документов.
Упорядочение, как универсальный метод, состоит из отдельных методов: систематизация, селекция, симплификация, типизация и оптимизация.
Систематизация объектов стандартизации заключается в научно-обоснованном, последовательном классифицировании и ранжировании совокупности конкретных объектов стандартизации. Примером работы по систематизации может служить Общероссийский классификатор промышленной и сельскохозяйственной продукции (ОКП).
Селекция объектов стандартизации - деятельность заключается в отборе таких конкретных объектов, которые признаются целесообразными для дальнейшего производства и применения.
Симплификация - деятельность, заключающаяся в определении таких конкретных объектов, которые признаются не целесообразными для дальнейшими производства и применения.
Процессы селекции и симплификации осуществляются параллельно и предшествуют процессам классификации и ранжирования объектов.
Типизация объектов стандартизации - деятельность по созданию типовых объектов - конструкций, технологических правил, форм документации. В отличие от селекции отобранные конкретные объекты подвергают каким-либо техническим преобразованиям, направленным на повышение их качества и универсальности.
Оптимизация объектов стандартизации заключается в нахождении оптимальных значений главных параметров, а также значений других показателей качества и экономичности. В отличие от работ по селекции и симплификации, базирующихся на несложных методах оценки и обоснования принимаемых решений, например, экспертных методов, оптимизацию объектов стандартизации осуществляют путем применения специальных экономико-математических методов и моделей оптимизации.
Целью оптимизации является достижение оптимальной степени упорядочения и максимально возможной эффективности по выбранному критерию (рис.8). Оптимальное значение параметра выбирают при минимальном значении функции потерь.
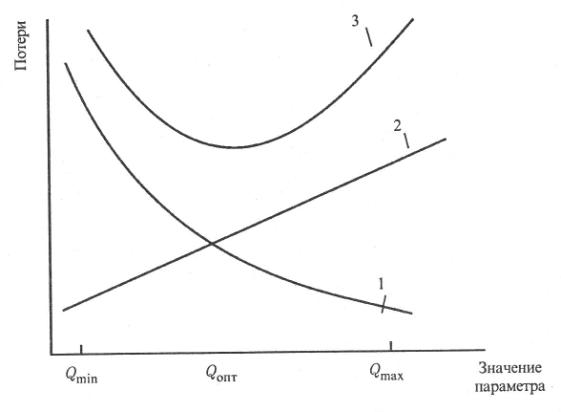
Рис. 8 Определение оптимального значения параметра
1 - Зависимость функции потерь в случае, когда выбрано максимально возможное значение параметра Qmax.
2 - Зависимость функции потерь в случае, когда выбрано минимально возможное значение параметра Qmin.
3 - Средние суммарные потери. Оптимальное значение может быть выбрано при минимальном значении функции потерь.
2.4. Комплексная стандартизация
Тенденции научно-технического прогресса требовали и требуют постоянного сокращения сроков создания новой техники, обладающей более прогрессивными производственно-техническими показателями. Ведущая роль в решении этих задач принадлежит комплексной стандартизации, осуществление которой обеспечивает наиболее полное и оптимальное удовлетворение взаимоувязанных требований как к самому объекту комплексной стандартизации в целом, так и к его основным элементам.
Комплексная стандартизация обеспечивает взаимосвязь и взаимозависимость смежных отраслей по совместному производству готового продукта. Например, требования на автомобиль затрагивают металлургию, подшипниковую, химическую, электротехническую и другие отрасли промышленности. Качество современного автомобиля определяется качеством более 2 тысяч изделий и материалов - металлов, пластмасс, резинотехнических изделий, лаков, красок, масел, топлива, смазок, изделий легкой промышленности и др. Условная взаимосвязь отдельных составных частей при комплексной стандартизации показа на рис.9.

Рис. 9. Комплексная стандартизация изделия
Комплексная стандартизация позволяет устанавливать наиболее рациональные в техническом отношении параметрические ряды и сортамент промышленной продукции, устранить ее излишнее многообразие, неоправданную разнотипность. Практической реализацией этого метода выступают программы комплексной стандартизации, которые являются основой создания новой техники, технологии и материалов.
В настоящее время реализуется программа комплексной стандартизации «Безопасность в чрезвычайных ситуациях». В разработке стандартов для указанной программы принимает участие около 60 организаций, уже разработано около 50 стандартов, которые установили:
- терминологию в области обеспечения безопасности и чрезвычайных ситуаций (ЧС);
- классификацию природных, техногенных и биолого-социальных ЧС;
- основные требования к мониторингу прогнозированию ЧС, ликвидации ЧС;
- требования к аварийно-спасательным средствам и способам проведения аварийно-спасательных работ.
2.5. Опережающая стандартизация
Метод опережающей стандартизации заключается в установлении повышенных по отношению к уже достигнутому на практике уровню норм и требований к объектам стандартизации, которые, согласно прогнозам, будут оптимальными в последующем времени.
По мере развития наук и техник неуклонно сокращается интервал между новым научными открытиями и их использованием на производстве, поэтому стандарты не могут только фиксировать достигнутый уровень развития науки и техники, иначе они станут тормозом научно-технического прогресса. Для того, чтобы этого не случилось, они должны устанавливать перспективные показатели качества с указанием сроков их обеспечения промышленным производством.
В 70-80 г.г. опережающие стандарты выполнялись в виде так называемых ступенчатых стандартов (рис.10).
К опережающей стандартизации можно отнести применение в стандартах отраслей прогрессивных международных стандартов и стандартов отдельных зарубежных стран для принятия в нашей стране в качестве национальных.

Рис. 10. Пример ступенчатого показателя.