Уральский
государственный лесотехнический университет
Кафедра
технологии металлов
Блюм
Э.Э., Потехин Б.А., Резников В.Г.
.
Основы термической обработки сталей
(конспект лекций)
для самостоятельной работы студентов
очного и заочного факультетов
.
1. Превращения при нагреве и охлаждении стали
1.1.
Кристаллическое строение металлов
Металлы
и сплавы тела кристаллические - атомы в них расположены в определенном порядке в
пространстве. Порядок в расположении атомов в пространстве называют кристаллической
решеткой.
В
чистых металлах, т.е. при наличии атомов одного элемента, возможно 14 вариантов
расположения атомов. Это обусловлено тем, что в кристалле каждый атом должен
иметь одинаковое количество атомов-соседей, расположенных от него на одинаковом
расстоянии.
В
химических соединениях, т.е. при наличии атомов различных элементов, число
возможных комбинаций в расположении атомов (типов решеток) становится бесконечно
большим. Подавляющее
большинство металлов и сплавов имеют сравнительно простые кристаллические
решетки (см. рис. 1)
Наибольший
интерес представляет строение железа и его сплавов (стали и
чугуны)
Железо
ниже температуры 9110С имеет кубическую объемно-центрированную
кристаллическую решетку (ОЦК) и называется aFe.
Такое же строение могут иметь некоторые другие металлы (Ti,
V,
W,
Mo,
Cr,
Mn).
При
температурах 911-13900С железо имеет кубическую гранецентрированную
кристаллическую решетку (ГЦК) и называется
gFe.
Такая же решетка имеется у некоторых других металлов (Cu,
Al,
Pb).
Кратчайшее
расстояние между центрами атомов в кристаллической решетке называется параметром
решетки (а). Параметры измеряют в ангетремах (А) или килоиксах
(КХ)
1А
= 1*10-8
см
1
КХ = 1,00202А
Параметры
решетки соизмеримы с радиусом атомов. Например, у aFe
а=2,8608А, Rат=1,26А,у
gFe
а=3,649А, Rат=1,29А
1.2.
Аллотропия металлов
Аллотропия
- способность некоторых металлов изменять тип кристаллической решетки при
изменении внешних условий (температуры и давления). Обычно каждый тип решетки
устойчив в определенном интервале температур, но в некоторых случаях, например
при быстром охлаждении может одновременно существовать несколько типов решеток.
Различные модификации (типы решеток) одного и того же металла обозначают
греческими буквами: a,
b,
g,
d и т.д. Буквой обозначается самая
низкотемпературная модификация.
Например,
при нагреве железа происходят следующие превращения:
aFe
®
bFe
®
gFe
®
dFe
®
Ж
магнитно не
магнитны
Признаки
аллотропического превращения следующие:
1.
Изменяется тип кристаллической решетки;
2.
Наблюдается тепловой эффект;
3.
Свойства изменяются скачком
Таким
образом в железе наблюдается два аллотропических превращения (при температурах
911 и 13900).
С
изменением типа кристаллической решетки железа резко изменяется растворимость в нем
углерода. Так максимальная растворимость углерода в aFe
0,02% (при t=7230),
а в gFe
2,14% (при t=11300).
Это черезвычайно важно для понимания процессов происходящих при термической
обработке стали.
Аллотропия наблюдается в ряде металлов (Sn,
Ti,
Ni,
Mn,
Cr
и др.).
1.3.
Строение металлических сплавов
Химические
элементы из которых состоит сплав называют компонентами. При взаимодействии
компонентов в сплавах образуются фазы. Фаза - однородная часть сплава
отделенная от других поверхностью раздела. При изучении процессов, происходящих
при нагреве и охлаждении сплавов, используются диаграммы состояния, которые
строят опытным путем. Диаграммой
состояния называют график, который показывает фазовое состояние сплава в
зависимости от температуры и химического состава. Следует иметь в виду, что
диаграммы состояния построены для условий медленного нагрева или
охлаждения.
В
сплавах могут быть следующие типы твердых фаз: кристаллы чистых компонентов,
кристаллы твердых растворов, кристаллы химических
соединений.
Кристаллы
чистых компонентов
состоят из одинаковых атомов, расположенных в виде кристаллической
решетки.
Кристаллы
твердых растворов
состоят из разноименных атомов, образующих общую кристаллическую решетку, тип
которой такой же, как у одного из входящих компонентов. При рассмотрении в
микроскоп твердые растворы выглядят, как чистые металлы, т.е. являются
однофазными. В отличие от химических соединений твердые растворы существуют не
при определенном соотношении компонентов, а в интервале концентраций. Поэтому
они на диаграммах состояния всегда занимают определенные области. Твердые
растворы, как правило, имеют невысокую твердость.
В
промышленных сплавах наиболее часто
встречаются два типа твердых растворов: замещения и
внедрения.
В
твердых растворах замещения атомы растворимого элемента занимают в
кристаллической решетке места
атомов растворителя. Такие твердые растворы могут быть ограниченной и
неограниченной растворимости. При неограниченной растворимости любое количество
атомов одного компонента может быть заменено атомами другого компонента. Это
возможно при выполнении следующих условий: у обоих компонентов одинаковый тип
кристаллической решетки, сходное строение валентной электронной оболочки атомов,
малое различие в размерах атомов.
Если
у двух металлов с одинаковым типом кристаллической решетки диаметры атомов
различаются значительно, то растворение второго компонента приводит к сильным
искажениям кристаллической решетки. Когда эти искажения достигают определенной
величины, решетка становится неустойчивой, что приводит к пределу
растворимости.
Твердые
растворы замещения всегда образуются между металлами, например, железо с
Cr,
Mn,
Ni,
W,
Co.
В
твердых растворах внедрения атомы растворимого элемента размещаются в
междуузельных пространствах кристаллической решетки элемента растворителя. Такие
твердые растворы образуются в том случае, когда диаметр атомов растворимого
элемента много меньше, чем диаметр атомов элемента растворителя. Поэтому такие
твердые растворы образуются между металлами и неметаллами (С,Н,О,N), имеющими
малые размеры атомов. Образование таких твердых растворов приводит к некоторому
искажению кристаллической решетки и к увеличению параметра решетки. Примером
таких твердых растворов в стали служит феррит (твердый раствор внедрения
углерода в aFe)
и аустенит (твердый раствор
внедрения углерода в gFe).Схемы
твердых растворов замещения и внедрения показаны на рис.
2.
Следует,
однако, иметь в виду, что в
промышленных сплавах, например в сталях, нет в чистом виде твердых растворов
замещения и внедрения. Даже простые углеродистые стали представляют собой
сложные многокомпонентные сплавы, в которых образуются твердые растворы
внедрения на базе твердых растворов замещения.
Химические
соединения -
такие фазы, которым можно приписать простые стехиометрические формулы. Они имеют
обычно сложную кристаллическую решетку с упорядоченным расположением атомов, тип
которой отличается от решеток входящих в них компонентов. Состав химических
соединений, в отличие от тверды растворов, постоянный и не изменяется с
изменением температуры. Поэтому на диаграммах состояния химические соединения
показывают вертикальной прямой линией.
Свойства
химических соединений всегда сильно отличаются от свойств входящих в них
компонентов.
В
сталях наибольший интерес представляет химическое соединение Fe3C,
обладающее высокой твердостью и хрупкостью.
При
рассмотрении сплавов в микроскоп видны структурные составляющие. Структурными
составляющими называют участки сплава, которые выглядят одинаково (светлыми,
темными, пестрыми). Структурные составляющие выявляют путем травления
полированных образцов-шлифов кислотами или другими реактивами. Структурные
составляющие могут состоять из одной или нескольких фаз.
Все
сплавы в твердом состоянии могут состоять из следующих структурных
составляющих:
1.
Кристаллов твердых растворов,
2.
Кристаллов химических соединений,
3.
Механической смеси кристаллов различных типов (кристаллов чистых компонентов,
твердых растворов и химических соединений).
При
образовании механических смесей особо выделяют однородные механические смеси,
которые являются самостоятельными
структурными составляющими и при рассмотрении в микроскоп выглядят
однородными участками.
Если
однородная механическая смесь образовалась при кристаллизации из жидкого
состояния, то она называется эвтектикой. Например, при кристаллизации белого чугуна содержащего 4,3%С
образуется эвтектика (однородная
механическая смесь состоящая из аустенита и цементита), которая имеет
специальное название ледебурит.
Если
однородная механическая смесь кристаллов образовалась в твердом состоянии, то
она называется эвтектоидом.
Например, в углеродистой стали
содержащей 0,83%С при
охлаждении ниже 7230 аустенит распадается на феррит и цементит. Такая
однородная механическая смесь в сталях имеет специальное название - перлит.
1.4.
Превращения в стали при нагреве
Термическая
обработка стали состоит в нагреве до определенной температуры, выдержке и
охлаждении с определенной скоростью.
При
кажущейся простоте этих операций в процессе их выполнения в стали протекают
сложные процессы, которые и определяют свойства после термической
обработки.
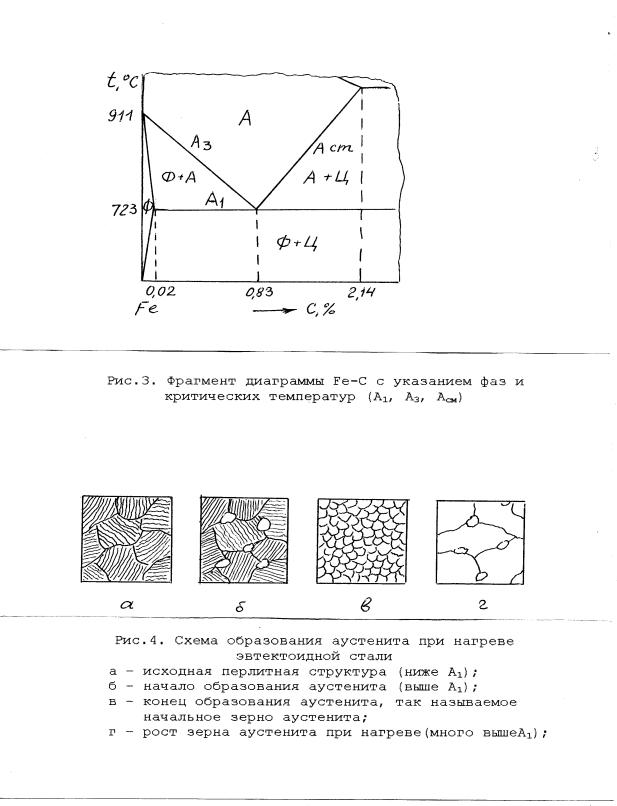
На
рис. 3. Показан фрагмент диаграммы Fe-C, где находятся углеродистые стали. Линии
на диаграмме имеют специальные обозначения. Линия А1
(7230) показывает начало образования аустенита при нагреве, линия
А3 - конец образования аустенита, линия Аст - конец
растворения цементита в аустените.
После
медленного охлаждения, а диаграмма и построена при медленном охлаждении,
структуры стали в зависимости от содержания углерода будут
различными.
|
%С |
Название |
Структура |
|
0-0,02 |
Бесперлитные
стали |
Ф,
Ф+Ц |
|
0,02-0,83 |
Доэвтектоидные
стали |
Ф+П |
|
0,83 |
Эвтектоидная
сталь |
П |
|
0,83-1,3 |
Заэвтектоидные
стали |
П+Ц |
Рассмотрим
процессы происходящие при нагреве эвтектоидной стали. При нагреве стали выше
А1 перлит превращается в
аустенит. Этот процесс протекает в 2 этапе.
1.
Кристаллическая решетка феррита (ОЦК) перестраивается в решетку аустенита
(ГЦК)
2.
Цементит растворяется в аустените
Первый
этап протекает достаточно быстро. Второй требует определенного времени (на
диффузию атомов углерода из Fe3C в аустенит). Время это тем меньше,
чем больше разница между А1 и фактической температурой
нагрева.
Например
при 7400 П ®
А за 8 мин., при
7800 за 2
минуты.
Продолжительность
этого этапа зависит и от размера частиц цементита - чем они меньше, тем быстрее
они растворяются в аустените.
Процесс
превращения перлита в аустенит протекает путем зарождения в перлите
многочисленных зерен аустенита и последующего их роста. Процесс заканчивается,
когда зерна аустенита полностью заполняют объем исходного перлитного зерна
(см.рис.4). Размер образовавшихся аустенитных зерен (начальное зерно аустенита)
будет намного меньше исходного перлитного зерна.
При
дальнейшем повышении температуры зерна аустенита растут путем перемещения
границ, а число зерен естественно уменьшается.
Склонность
к росту зерна аустенита при нагреве у разных сталей различна. Если сталь
содержит в своем составе только Si
и Mn,
то зерно начинает расти уже при сравнительно невысоких температурах 800 –
9000.
Если
же сталь содержит сильные карбидо и нитридообразующие элементы (Al,
Y,
Ti),
то зерно существенно не растет до более высоких температур, а затем при 950 –
10000 резко увеличивает
свои размеры. Такие стали называют
наследственно мелкозернистыми. Поведение наследственно мелкозернистых
сталей при нагреве объясняется тем, что присутствующие в них частички AlN, VN,
VC, TiN, TiC препятствуют перемещению границ зерен. Однако, когда, при
достижении определенных температур, происходит растворение этих фаз, зерно
растет быстро - скачком.
Размер
зерен аустенита существенно влияет на размер зерен, которые получаются при
охлаждении. Поэтому всегда стремятся, чтобы зерно аустенита при нагреве не
успело вырасти.
Сильный
рост зерна аустенита при нагреве называется перегревом стали (см.рис.4.2). Перегрев
можно исправить последующей правильной термообработкой.
Если
сталь нагревать еще выше, то по границам зерен происходит окисление металла и
сталь теряет механическую прочность. Это явление называют пережогом. Пережог - брак
неисправимый.
Длительные
выдержки при высоких температурах снижают содержание
углерода на поверхности стали вплоть до
образования чистого феррита. Это явление называют обезуглераживанием. Оно крайне
не желательно, так как снижает твердость, износоустойчивость, усталостную
прочность. Для предотвращения обезуглераживания используют нагрев в защитных
атмосферах (СО, N, инертные газы).
Почему
растет зерно аустенита при нагреве?
Каждое
зерно обладает определенной поверхностной энергией. Чем больше зерно, тем меньше
поверхностная энергия, приходящаяся на единицу объема зерна. Следовательно, рост
зерна сопровождается уменьшением энергии, а
всякое
тело стремится к уменьшению энергии.
Почему
зерно в сталях не растет при низких температурах ?
Рост
зерна процесс диффузионный, а скорость диффузии резко возрастает при повышении
температуры. Поэтому и рост зерна происходит только при высоких температурах,
когда диффузионные процессы протекают быстро.
1.5.
Превращение в стали при медленном охлаждении
(отжиге или нормализации)
При
понижении температуры ниже А1
происходит распад аустенита на феррит и цементит. Этот процесс идет по
разному в доэвтектоидных, эвтектоидных и заэвтектоидных сталях, но сущность его
одна
А
®
Ф+Ц
Процесс
распада аустента на феррит и цементит носит диффузионный
характер,
так как сопровождается перемещением атомов углерода на сравнительно большие
расстояния. Естественно, для этого требуется определенное время, и дисперсность
продуктов распада будет зависеть от степени переохлаждения или скорости
охлаждения.
Рассмотрим
процесс распада аустенита на примере эвтектоидной стали. Это превращение состоит
из трех этапов:
1.
Перегруппировка атомов из решетки аустенита (ГЦК) в решетку феррита
(ОЦК);
2.
Выделение мельчайших частичек цементита;
3.
Рост частиц цементита пластинчатой формы в феррите
Таким
образом, при медленном охлаждении эвтектоидной стали формируется структура пластинчатого перлита. Увеличение
скорости охлаждения приводит к понижению критических точек по сравнению с
равновесной диаграммой - распад аустенита будет происходить не при температуре
7230, а несколько ниже. При этом скорость диффузии уменьшается,
частички цементита не успевают вырасти, твердость повышается. Структуры с более
мелкими частичками цементита (по сравнению с цементитом перлита) называются сорбитом и троститом. Условия образования
продуктов распада аустенита и их свойства условно можно представить в следующем
виде.
|
Скорость охлаждения 0/сек. |
Получаемая структура |
Примерный размер
частичек цементита,
мм |
Твердость, НВ |
|
<50 |
Перлит |
1
- 9*10-3 |
<260 |
|
50-100 |
Сорбит |
1
- 9*10-4 |
260-300 |
|
100-150 |
Тростит |
1
- 9*10-5 |
350-400 |
Таким
образом, при сравнительно медленных скоростях охлаждения формируются структуры
перлита, сорбита и тростита, состоящие из феррита и цементита, которые
различаются только размером частичек цементита и
твердостью.
В доэвтектоидных и заэвтектоидных сталях распад аустенита протекает
аналогично с той лишь разницей, что до начала образования перлита выделяется
избыточный феррит или цементит соответственно.
1.6.
Превращение в стали при быстром охлаждении
(закалке)
Если
скорость охлаждения аустенита настолько велика, что даже мельчайшие частицы
цементита не успевают выделяться, получается принципиально новый тип структуры -
мартенсит.
А
®
М
В
этом случае происходит только перестройка решетки ГЦК в решетку ОЦК. Весь
углерод остается в решетке aFe
и искажает ее. Решетка становится не кубической, а тетрогональной (см.рис.5).
Степень искаженности решетки мартенсита зависит от содержания в ней углерода.
Чем больше углерода, тем больше искажения решетки и выше твердость. Например, в
стали У8 твердость мартенсита около 60НRC (600НВ).
Мартенсит
- пересыщенный, переохлажденный твердый раствор углерода в aFe.
Мартенситное превращение от других фазовых превращений отличается рядом
особенностей.
1.
Мартенсит имеет характерное игольчатое строение. Размер игл (кристаллов)
определяется размером исходного аустенитного зерна (первые
иглы
мартенсита проходят через все зерно). Поэтому, чем мельче исходное зерно
аустенита, тем мельче кристаллы мартенсита и выше
свойства.
2.
Мартенсит образуется бездиффузионным путем за счет сдвига решеток. Игла
мартенсита растет практически
мгновенно со скоростью распространения звука в упругой среде (7000 м/сек).
Состав исходной фазы (А) и конечной фазы (М) одинаков.
3.
Образование мартенсита сопровождается некоторым увеличением объема, что приводит
к возникновению значительных внутренних напряжений, которые могут привести к
деформациям и трещинам.
4.
Образование мартенсита происходит не при одной какой-то температуре, а в
интервале температур (Мн – температура начала образования мартенсита, Мк - конец
образования). На положение этого интервала сильно влияет состав стали и особенно
содержание углерода (см.рис.6). Повышение содержания углерода снижает Мн и
Мк одновременно расширяя
интервал. Наиболее важным является то, что в сталях с содержанием углерода более
0,6% конец образования мартенсита смещен ниже комнатной температуры (-70..-100). Поэтому при
закалке таких сталей часть аустенита остается не превращенной. Такой аустенит
называют остаточным аустенитом.
Чтобы перевести Аост в мартенсит, требуется охлаждение до низких температур,
т.е. обработка холодом
В заключение отметим, что мартенситное превращение происходит только тогда, когда
высокотемпературная фаза быстро переохлаждена до низких температур, и,
следовательно, этого превращение диффузионным
механизмом
становится невозможно.

1.7.
Диаграмма изотермического распада аустенита
Диаграммы
изотермического распада аустенита описываю кинетику процесса в координатах
температура-время, т.е. зависимость скорости процесса от температуры
переохлаждения.
Рассмотрим
такую диаграмму для простейшей эвтектоидной стали
(см.рис.7).
Если
аустенит переохладить ниже температуры А1, то процесс распада
аустенита на феррит и цементит начнется не мгновенно, а через определенное
время. Это время зависит от температуры и называется инкубационным периодом. В зависимости
от температуры инкубационный период изменяется по кривой с максимумом. Этому
есть следующее объяснение. Чем при более
низкой
температуре протекает распад аустенита, тем энергетически он более выгоден, и,
следовательно, скорость процесса должна увеличиться. Однако, с понижением
температуры уменьшается скорость диффузии, что замедляет процесс распада.
Наличием этих двух противоположно влияющих на скорость распада аустенита
факторов (энергетического и диффузионного) и объясняется характер изменения
инкубационного периода от температуры. Чем при более низкой температуре
протекает распад аустенита, тем энергетически он более выгоден, и,
следовательно, скорость процесса должна увеличиться. Однако, с понижением
температуры уменьшается скорость диффузии, что замедляет процесс распада.
Наличием этих двух противоположно влияющих на скорость распада аустенита
факторов (энергетического и диффузионного) и объясняется характер изменения
инкубационного периода от температуры.
На
диаграмме применяют лагорифмическую шкалу времени, чтобы можно было показать и
быстро протекающие процессы и медленно протекающие (от секунд до
суток).
Левый
максимум на диаграмме показывает время до начала распада аустенита при разных
температурах, правый- время до конца распада.
Горизонтальная
линия Мн - начало мартенситного превращения.
На
диаграмму с некоторыми допущениями могут быть нанесены скорости
охлаждения.
Выше
температуры максимальной устойчивости аустенита (относительно малые скорости
охлаждения) получаются структуры перлит, сорбит и тростит. Образование их
происходит в мягком пластичном аустените. Поэтому напряжения при образовании
новых фаз (феррита и цементита) очень малы и перлитные участки получаются
округленной формы, но цементит в них пластичный.
Ниже
температуры минимальной устойчивости распад аустенита протекает в упругой среде,
и выделение феррита и цементита сопровождается возникновением значительных
напряжений. В таких условиях новой фазе легче расти игольчатой или пластинчатой
форм очень малых размеров из-за малой скорости диффузии.
Структура
эта называется бейнитом или
промежуточной структурой и в рассматриваемой стали может получится только при
изотермической выдержке. Различают верхний и нижний бейнит. Верхний бейнит
образуется при температурах чуть ниже перегиба кривых и имеет твердость около
450НВ,
нижний
образуется чуть выше начала образования мартенсита (Мн) и имеет твердость около
550НВ. Если скорость охлаждения достаточно велика и проходит левее максимума, то
образуется структура закалки (М+Аост.).
Скорость
охлаждения касательная к максимуму называется верхней критической скоростью
закалки(Yвкз).
Верхняя
критическая скорость закалки
- такая минимальная скорость охлаждения, при которой полностью подавляется
диффузия, и не выделяются феррит и цементит.
Если
скорость охлаждения проходит между максимами распада, то получается структура
состоящая из мартенсита и тростита. Такая структура после закалки нежелательна
(из-за понижения твердости) и получается, обычно, при недостаточно быстром
переносе стали из печи в закалочный бак.
Диаграммы
распада аустенита для сталей различного состава приводятся в справочниках. По
ним можно определить тип получаемой структуры при различных скоростях
охлаждения, критическую скорость закалки, что чрезвычайно важно при назначении
режима термической обработки.
В
заключение отметим, что в легированных сталях скорость распада аустенита
замедляется за счет уменьшения скорости диффузии, кривые распада сдвигаются
вправо, что позволяет получить мартенсит при меньших скоростях
охлаждения.
1.8.
Превращения при нагреве мартенсита
(при отпуске
закаленной стали)
Мартенсит при нагреве распадается на феррито-цементитную смесь. Это
превращение протекает в несколько этапов и зависит от температуры
нагрева.
При
температурах 150-2000 уменьшается степень искаженности решетки
мартенсита (тетрогональность решетки) за счет уменьшения в ней углерода, который
начинает выделяться в виде карбида близкого по составу к Fe2C. Этот
карбид еще недостаточно обособлен, и его решетка тесно связана с решеткой
мартенсита. Такая структура называется мартенситом
отпуска.
При
200-3000 мартенсит еще более теряет свою тетрогональность, карбиды
более обосабливаются. Остаточный аустенит (в высокоуглеродистых сталях) также
начинает распадаться на феррит и
карбиды. Такую структуру называют бейнитом отпуска (в отличие от бейнита
получаемого в изотермических условиях).
При
300-4000 выделяются очень дисперсные карбиды Fe3C и
существенно снижаются внутренние напряжения. Такая структура называется тростит
отпуска.
При
температурах выше 4000 происходит постепенное укрупнение цементита и
феррита, однако, размеры их остаются все равно значительно меньше, чем при
медленном охлаждении стали. Такая структура обладает хорошим сочетанием
твердости, прочности и вязкости, и называется сорбитом
отпуска.
Процессы
происходящие при нагреве мартенсита для стали У8 графически показаны на
рис.8.
В
легированных сталях при нагреве мартенсита указанные температурные интервалы
могут существенно смещаться в сторону более высоких температур. В некоторых
сталях при этом могут выделяться кроме цементита специальные карбиды и нитриды
(например,VC,VN
и
т.п.).
Особо
подчеркнем, что при повышении температуры нагрева мартенсита твердость и
временное сопротивление разрыву снижаются, но зато растет сопротивление ударным
нагрузкам (KCU).
2.
Технология термической обработки стали
2.1.
Режим термической обработки стали
Режим термической обработки включает в
себя следующие составляющие: скорость нагрева, температуру нагрева,
продолжительность выдержки, скорость охлаждения.
Скорость нагрева выбирается в зависимости от теплопроводности стали
(химического состава) и формы
детали. Если теплопроводность стали высокая, то и скорость нагрева может быть
больше. При этом следует иметь в виду, что у большинства легированных сталей
теплопроводность ниже, чем у углеродистых, и быстрый нагрев может привести в них
к возникновению напряжений и трещин. Заготовки или детали простой формы по той
же причине можно греть быстрее, чем сложной.
Температура нагрева зависит от состава стали и вида термообработки. Для
углеродистых сталей она может быть определенна по диаграмме Fe3C,
для легированных приводится в справочниках. Отметим, что для каждой стали при
определенном виде термообработки эта температура величина
постоянная.
Продолжительность
выдержки зависит главным образом от размеров деталей и условий нагрева. При
нагреве деталей в газовых или электрических печах выдержка обычно назначается из
расчета 1,5-2 мин. на 1мм максимальной толщины детали (при условии что детали в
печи не соприкасаются друг с другом). При нагреве в жидких средах (например, в
соляных ваннах), где условия теплообмена очень высоки, продолжительность
выдержки берется
10-15
сек. на 1мм толщины.
Скорость охлаждения обычно задают охлаждающей средой (охлаждение в печи,
на воздухе, в масле, в воде, в специальных средах).
Режим термической обработки удобно задавать графиком в координатах
температура-время (см.рис.9).
2.2.
Отжиг стали
Отжигом
называют вид термической обработки состоящий в нагреве стали до определенной температуры,
выдержке и медленном охлаждении.
В процессе отливки, прокатки или ковки стальные заготовки охлаждаются
неравномерно, что приводит к неоднородности структуры и свойств, возникновению
внутренних напряжений. При затвердевании отливок кроме того возможно появление
внутри кристаллитной ликвации (химической неоднородности по сечению зерна). В
сварных соединениях также наблюдаются неоднородности структуры, свойств и
внутренние напряжения.
Для
устранения различного рода структурных неоднородностей проводят
отжиг.
Различают
несколько видов отжига различающихся по технологии выполнения и цели. Для
измельчения зерна перегретой стали, снижения твердости и улучшения
обрабатываемости резанием применяют полный, неполный, изотермический отжиги и отжиг на
зернистый перлит. Для уменьшения внутреннего напряжения, снижения твердости,
повышения пластичности и изменения формы зерен холоднодеформированного металла
применяют рекристаллизационный отжиг. Для устранения внутрикристаллитной
ликвации в легированных сталях - высокотемпературный диффузионный
отжиг.
Температурные интервалы основных видов отжига для углеродистых сталей
представлены на рис.10.
Полный отжиг проводится для
доэвтектоидных и эвтектоидных сталей. Температура нагрева на
30-500 выше
А3, т.е. структуру полностью переводят в аустенитное состояние. После
выдержки сталь медленно охлаждают в печи. Скорость охлаждения углеродистых
сталей 100-150 0/час, легированных - 30-40 0/час. Структура стали
после полного отжига получается феррито-перлитная, т.е. такая, как по диаграмме
Fe-C.
Неполный отжиг проводят
практически для инструментальных заэвтектоидных сталей, только в том случае,
если в структуре нет цементита по границам зерен (сетка цементита). Если есть
сетка цементита, то для ее устранения применяют нормализацию, что будет
рассмотрено ниже. Температура нагрева на 30-500 выше
А1
(750-7800). При нагреве структура будет состоять из аустенита
и цементита, после медленного охлаждения из перлита и
цементита.
Изотермический отжиг проводят
с той же целью, что и полный, но время на его проведение требуется меньше
(см.рис.11). После нагрева до температуры на 30-500 выше А1, выдержке для
выравнивания температуры по сечению, сталь подстуживают немного ниже
А1 (650-7000) и выдерживают при этой температуре до
полного распада аустенита на феррит и перлит, дальнейшее охлаждение с любой
скоростью.
В отличие от других видов отжига здесь распад аустенита проходит не при
непрерывном охлаждении, а в изотермических условиях (при постоянной
температуре). Проводить такой отжиг проще, т.к. контролировать температуру
легче, чем скорость охлаждения.
Изотермический отжиг обычно применяют для легированных сталей обладающих
высокой устойчивостью аустенита (кривая изотермического распада сильно сдвинута
вправо). Такой отжиг можно применять только для мелких заготовок, у которых
температура по сечению выравнивается сравнительно быстро.
Отжиг на зернистый перлит
проводят с целью улучшить обрабатываемость резанием за счет снижения твердости
при переводе пластинчатого перлита в зернистый. Такой отжиг применяют для
эвтектоидной и заэвтектоидных сталей (при отсутствии сетки
цементита).
Отжиг
проводят по одному из следующих режимов:
1.
Нагрев на 20-300 выше А1, выдержка 3-5 часов, медленное
охлаждение
2.
Нагрев до тех же температур с небольшой выдержкой, охлаждение до
6000, снова нагрев до 740-7500 и снова охлаждение до
6000. Такие циклы нагрева и подстуживания повторяют 2-4 раза, т.е.
проводят как бы покачивание температуры стали около А1. Поэтому такой
отжиг называют еще маятником отжигом. Графически режим маятникового отжига
представлен на рис.12. Общая продолжительность по второму режиму меньше, чем по
первому
Почему
при таком отжиге цементит изменяет форму от пластинки до сферы? Представим себе пластинку цементита в
аустените. По краям этой пластинки радиус кривизны мал (0,5 толщины пластины), а
по плоскости бесконечно большой. Там, где радиус кривизны мал, углерод легче
переходит из цементита в аустенит, т.е. концентрация углерода у краев пластины
будет повышаться. За счет диффузии концентрация углерода в аустените
выравнивается атомы углерода будут
переходить от края пластины к плоской части и там выделяться в виде цементита.
Процесс идет пока вся пластина не превратится в сферу.
Отжиг
рекристаллизационный
применяют для снижения прочности, твердости, повышения пластичности и устранения
вытянутости зерен после холодной пластической деформации (например,
промежуточные отжиги при волочении проволоки). Такому отжигу подвергают
малоуглеродистые стали, так как высокоуглеродистые стали в холодном состоянии
деформируются плохо и их такой обработке практически не
подвергают.
Нагрев
при этом отжиге проводят ниже температуры А1 до 600-7000 с последующим
охлаждением в печи или на воздухе. При этом временное сопротивление разрыву
(высокое после деформации) снижается, а пластичность растет. Схема изменения
формы зерен в процессе холодной пластической деформации и последующего
рекристаллизационного отжига приведена на рис.13.
2.3.
Нормализация стали
Нормализация
заключается в нагреве стали на 30-500 выше критических температур А3
и Асм(см.рис.3) с последующим охлаждением на
воздухе.
Цель
нормализации доэвтектоидных конструкционных сталей несколько повысить прочность
(по сравнению с прочностью после отжига) за счет измельчения структурных
составляющих (феррита и перлита).
Цель
нормализации заэвтектоидных инструментальных сталей - устранить цементитную
сетку по границам перлитных зерен и тем самым предотвратить повышенную хрупкость
стали при последующей закалке. Структура таких сталей после охлаждения на
воздухе из аустенитной области (выше АC3) получается сорбит (см. рис.
14).
2.4.
Закалка стали
Закалка
- вид термической обработки состоящий в нагреве стали до определенных температур
(доэвтектоидных на 30-400 выше А3, заэвтектоидных на
30-400 выше А1), выдержке и быстром охлаждении, со
скоростью более верхней критической.
Цель
закалки - повысить твердость, прочность,
износоустойчивость.
Скорость
охлаждения при закалке обычно задают охлаждающей средой (вода, масло,
специальные среды). Верхняя критическая скорость закалки сильно зависит от
содержания углерода (см.рис.1.5.) и легирующих элементов. Малоуглеродистые стали
(<0,25%С) обычно закалке не подвергаются, так как Vвкз
у них настолько велика, что не достигается даже при охлаждении в воде. Изменение
структуры углеродистых сталей при закалке представлено в табл.1.
Таблица
1
Изменение
структуры стали при закалке
|
Марки стали |
Структура до
закалки |
Структура при
нагреве |
Структура после
охлаждения |
|
15-25 |
Ф+П |
А |
С
или Т |
|
30-60 |
Ф+П |
А |
М |
|
65-У8 |
Ф+П,
П |
А |
М+Аост. |
|
У9-У13 |
С
(Ф+Ц) |
А+Ц |
М+Аост.+Ц |
Используются
несколько способов закалки, которые классифицируются по методу
охлаждения.
Закалка в одном охладителе
(воде или масле)
Наиболее
простой и распространенный способ. Однако, некоторые стали при охлаждении в воде
склонны к возникновению трещин. При охлаждении в масле скорость охлаждения
меньше, но многие стали при таком охлаждении не закаливаются (скорость
охлаждения меньше Vвкз
и мартенсит не образуется).
Закалка в двух охладителях
(через воду в масло)
При
этом методе в верхнем интервале температур скорость охлаждения велика, но сталь
достаточно пластична и значительных напряжений не возникает. В области же
мартенситного превращения (ниже 3000) скорость охлаждения при
переносе детали в масло значительно меньше, что практически исключает
образование трещин. Твердость при таком методе закалки такая же, как при закалке
в воде.
Ступенчатая
закалка
заключается в том, что после нагрева детали переносят в печь-ванну с расплавом
щелочей (обычно КОН+NaOH). Нагретую до температуры немного выше начала
образования мартенсита (350-4000), выдерживают небольшое время для
выравнивания температуры по сечению, а затем охлаждают в масле или на
воздухе.
Твердость
после такой закалки такая же, как и в предыдущих способах, но напряжения и
вероятность образования трещин еще меньше.
Ступенчатая
закалка применяется только для мелких изделий (до 10мм) из углеродистых сталей.
Для более крупных деталей ее не применяют, так как в расплаве щелочей скорость
охлаждения внутри детали мала.
Для
легированных сталей, обладающих высокой устойчивостью переохлажденного
аустенита, такую закалку применять нецелесообразно, так как они обычно хорошо
закаливаются в масле, которое достаточно медленно охлаждает при температурах
образования мартенсита.
Изотермическая закалка
проводится так же как и ступенчатая, но в расплаве щелочей детали выдерживают
более длительное время (до полного распада аустенита на бейнит). При этом
существенных напряжений не возникает, но твердость получается ниже, чем при
других способах закалки. Преимуществом этого способа является то, что после него
не требуется отпуска. Изотермическая закалка обычно применяется для деталей
сложной формы, склонных к деформациям и образованию
трещин.
Все рассмотренные способы закалки показаны на диаграмме распада
переохлажденного аустенита на рис.16.
Закалка
является наиболее ответственной операцией термической обработки, так как
проводится в конце технологического цикла изготовления детали или инструмента.
Возможные дефекты при закалке, пути их предупреждения или исправления указаны в
табл.2.
2.5.
Прокаливаемость и закаливаемость стали
Прокаливаемость
характеризует способность стали закаливаться на определенную глубину. При
охлаждении в процессе закалки по сечению детали скорость охлаждения будет
различна - чем дальше от поверхности тем она меньше. Поэтому и структура по
сечению детали может быть различной (М, М+Т, Т, С, Ф+П).
Прокаливаемость
- расстояние от поверхности до того места, где в структуре 50% мартенсита и 50%
тростита (полумартенситная зона). Прокаливаемость выражается в мм и зависит от
состава стали, а точнее от величины верхней критической скорости закалки. С
увеличением содержания углерода и легирующих элементов, верхняя критическая
скорость закалки уменьшается и глубина прокаливаемости увеличивается.
Прокаливаемость характеризуют также критическим диаметром закалки. Это такой
диаметр прутка стали в центре которого при охлаждении в воде получается
полумартенситная зона. Естественно, что критический диаметр закалки в 2 раза
больше прокаливаемости.
Прокаливаемость
важнейшая характеристика стали, определяющая выбор марки стали в зависимости от
размеров закаливаемой заготовки. Чем больше размер заготовки, тем более
легированная сталь должна быть применена.
Закаливаемость
стали характеризует твердость правильно закаленной стали и измеряется в единицах
твердости. Чем больше содержание в стали углерода, тем больше искажения решетки
мартенсита и выше твердость. Легирующие элементы на закаливаемость влияют
слабо.
Закаливаемость
и прокаливаемость сталей определяют опытным путем. Значения этих характеристик
для различных сталей приведены в справочниках.
Таблица
2
Дефекты
закалки стали и пути их исправления
|
Вид
дефекта |
Причина |
Способ
исправления |
|
Недостаточная
твердость |
1.Нагрев
доэвтектоидных сталей ниже А3. В
структуре остается феррит 2.Нагрев
заэвтектоидных сталей выше Асм В
структуре больше Аост. и
отсутствует цементит 3.Недостаточная
скорость охлаждения В
структуре присутствует тростит |
Повторная
закалка Повторная
закалка Сменить
охладитель или способ закалки Увеличить
скорость
охлаждения |
|
Трещины |
Чрезмерно
быстрое охлаждение в мартенситном интервале |
Сменить
охладитель или способ закалки. Уменьшить скорость
охлаждения |
|
Повышенная
хрупкость |
Перегрев
доэвтектоидных сталей, сильный рост
зерна. Наличие
в исходной структуре заэвтектоидной стали сетки
цементита |
Повторная
закалка Перед
закалкой провести нормализацию |
|
Сильное
обезуглераживание и окисление поверхности |
Завышена
продолжительность выдержки при нагреве |
Уменьшить
выдержку до требуемой |
2.6.
Обработка стали холодом
Обработку
стали холодом применяют для уменьшения количества остаточного аустенита в
закаленных высокоуглеродистых сталях (см.рис.6). При охлаждении до
-70..-1900 остаточный аустенит превращается в
мартенсит.
Обработку
холодом проводят непосредственно после закалки путем погружения изделий в смесь
авиационного бензина с жидким азотом на 1-1,5 часа.
Обработка
холодом обычно применяется:
1.
Для инструмента из быстрорежущих сталей и деталей
шарикоподшипников
с целью повышения твердости;
2.
Для улучшения свойств постоянных магнитов;
3.
Для стабилизации размеров точного измерительного инструмента (например,
калибров)
2.7.
Отпуск закаленной стали
Отпуск
- вид термической обработки состоящий в нагреве закаленной стали до температур
ниже А1, выдержке и охлаждении в воде или на
воздухе.
Отпуску
подвергают все закаленные стали с целью уменьшения внутренних напряжений,
повышения ударной вязкости при некотором
снижении
твердости и прочности.
В
зависимости от требований предъявляемых к изделиям их подвергают отпуску при
различных температурах.
Низкий
отпуск
(150-2200) проводится с целью чуть-чуть снизить остаточные напряжения
без существенного снижения твердости. Применяется для металлорежущего
инструмента из высокоуглеродистых сталей и деталей работающих на истирание
(например, шестерни). Получаемая структура - отпущенный
мартенсит.
Средний
отпуск
(300-5000) проводят с целью более полно снять напряжения и повысить
ударную вязкость за счет более значительного снижения твердости. Применяется для
деревообрабатывающего инструмента, рессор, пружин, штампов. Получаемая структура
- тростит отпуска.
Высокий
отпуск
(500-6800) проводят обычно для деталей из легированных сталей с целью
получить хорошее сочетание прочности и ударной вязкости. Получаемая структура -
сорбит отпуска.
Зависимость
твердости от температуры отпуска для некоторых углеродистых сталей представлена
на рис.17.
Термическую
обработку, состоящую из закалки с высоким отпуском, называют улучшением, а стали
подвергаемые такой обработке улучшаемыми сталями.
2.8. Методы упрочнения поверхности
деталей
Основными
методами упрочнения поверхности деталей являются химико-термическая обработка,
поверхностная закалка и деформирование поверхности в холодном состоянии
(поверхностный наклеп).
Химико-термическая
обработка состоит в насыщении поверхности детали каким-либо элементом с
последующей термической обработкой. Наиболее распространенные виды
химико-термической обработки цементация (насыщение поверхности углеродом) и
азотирование (насыщение поверхности азотом).
Цементация
проводится с целью получения высокой твердости и износоустойчивости поверхности
при сохранении более мягкой и вязкой сердцевины детали. Поэтому цементации
всегда подвергают малоуглеродистые стали (0,2%С) или легированные с низким
углеродом. Наиболее распространенные детали подвергаемые цементации - зубчатые
колеса.
Вещество,
поставляющее углерод при цементации, называют карбюризатором. Различают
цементацию в твердом карбюризаторе (коксик или древесный уголь с добавлением до
30% соды – Na2CO3) и в газовом (СО).
Детали
выдерживают в карбюризаторе от 6 до 12 часов (в зависимости от требуемой толщины
не углероженного слоя 2-4мм) при температуре 900-9500 (в аустенитной
области). При этом содержание углерода в поверхностных слоях повышается до
1-1,2%.
Толщину неуглероженного слоя контролируют по специальному
образцу-свидетелю, который проходит цементацию вместе с
деталями.
После
цементации детали подвергают термической обработке по одному из вариантов
представленных на рис.18. Наиболее часто применяю закалку с
низким
отпуском. Вариант с двумя закалками делают для ответственных деталей (первая
закалка от температуры 9000 для измельчения зерна и устранения сетки
цементита в поверхностном слое, вторая от 760-7900 для получения
оптимальной твердости поверхности).
Азотирование проводится в
атмосфере аммиака, который
разлагаясь при температуре 500-5500 поставляет активный
атомарный азот диффундирующий в поверхность детали. В отличии от цементации
высокая твердость азотированной поверхности получается не за счет мартенсита, а
за счет очень твердых нитридов. Поэтому для азотирования берут
среднеуглеродистые стали содержащие сильные нитридообразующие элементы (Al, Cr,
Mo). Классическая сталь для азотируемых деталей 38ХМЮА. Продолжительность
азотирования составляет до 48 часов, толщина слоя 0,2-0,5
мм.
Азотирование является окончательной обработкой готовых деталей, никакой
термической обработки после азотирования не проводят.
В результате азотирования достигается высокая твердость и
износоустойчивость поверхности, повышается сопротивление возникновению трещин
при знакопеременных нагрузках (усталостная прочность) и коррозионная
стойкость.
Поверхностная закалка состоит
в быстром нагреве поверхности детали до аустенитного состояния с последующим
охлаждением в воде. В результате на поверхности образуется твердая структура
мартенсита, а внутри сохраняется феррито-перлитная структура с достаточно
высокой вязкостью. После поверхностной закалки детают низкий отпуск, либо
оставляют закаленное состояние без отпуска.
Поверхностной закалке подвергают среднеуглеродистые стали (0,4-0,45%С),
либо легированные для увеличения прочности
сердцевины деталей. Такой закалке подвергают зубья шестерен, звездочек,
шейки валов, головку рельсов и др.
Быстрый нагрев поверхности осуществляется токами высокими частотами (до 1
млн.гц). Сущность такого нагрева состоит в том, что через медный индуктор
(спиральная или иной формы трубка охлаждаемая внутри водой) пропускают ток
высокой частоты. Вокруг индуктора возникает переменное магнитное поле.
Закаливаемую деталь помещают в поле индуктора и за счет поверхностного эффекта
поверхность детали быстро разогревается (обычно за 10-15 сек.). Чем больше
частота тока, тем больше поверхностный эффект, меньше время нагрева и меньше
глубина закаленного слоя. Обычно она составляет 1-3 мм. Когда поверхность
нагрелась до требуемой температуры (850-9000), деталь охлаждают
погружая в бак с водой или пропуская через специальное душирующее устройство -
спреер.
На рис.19 представлено сечение зуба шестерни после цементации и после
закалки ТВЧ. Видно, что свойства шестерни подвергнутой цементации
предпочтительней, однако, стоимость закалки ТВЧ значительно
меньше.
Закалка ТВЧ имеет ряд положительных качеств:
1.
Высокая производительность;
2.
Высокое качество закалки (не растет зерно, почти нет
окалины);
3.
Очень малы деформации (уменьшаются пропуски на механическую
обработку-шлифовку);
4.
Экономно расходуется электроэнергия, которая идет только на нагрев части
детали;
5.
Процесс хорошо поддается механизации и автоматизации;
6.
Улучшаются условия труда;
7.
Во многих случаях заменяет более дорогую
операцию-цементацию
В
ремонтном производстве иногда применяют поверхностную закалку с нагревом
пламенем газовой горелки. Однако, такой процесс трудно контролировать и
результат при его применении зачастую непредсказуем.
Поверхностный наклеп осуществляют в основном с целью повышения усталостной прочности. Поверхность детали обстреливают чугунной дробью (для плоских поверхностей) или обкатывают роликами (чаще для цилиндрических поверхностей). При этом на поверхности детали остаются мелкие вмятины или бороздки с наклепанным слоем, который препятствует зарождению трещин при знакопеременных нагрузках.
| . |
 |
 |
 |
 |
 |
 |
 |
 |